|

Gewinde schneiden
Das Anfertigen von Innnengewinde oder Außengewinde
gehört zu den täglichen Berufsanforderungen
von Metallbauer (Dreher, Fräser) oder Werkzeugmacher.
Aber auch KFZ-Mechaniker oder Hobbybastler stehen
häufig vor der Problem ein Gewinde zu erneuern.
|
| |
|
 Innengewinde
anfertigen - Beispiel Metallplatte Innengewinde
anfertigen - Beispiel Metallplatte
1. Schritt: Anreißen und Körnen
Im ersten Schritt wird die Stelle markiert, an
der das Gewinde später sitzen soll. Mit der
Reißnadel und einer Anreißschiene
werden dazu zwei Linien angerissen.
Am Schnittpunkt wird der Körner aufgesetzt.
Zunächst setzt man diesen leicht schräg
an, damit man sieht ob er exakt auf dem Schnittpunkt
liegt - dann wird der Körner aufgestellt
und der Mittelpunkt des späteren Gewindes
durch einen leichten Schlag fixiert.
|
| |
|
 2. Schritt: Senken und Bohren
2. Schritt: Senken und Bohren
Der gekörnte Punkt wird nun auf der Ständerbohrmaschine
angesenkt. Grundsätzlich gilt: Jeder Metallabtrag
erfordert hohe Schneidkräfte im Werkzeug.
Die Folge ist Reibung und Hitzeentwicklung - beides
sehr ungünstig für die Werkzeugschneide.
Dies gilt für Gewindeschneider, Bohrer, Senker
und Körner gleichermaßen. Daher ist
bereits hier der Einsatz von Schmiermitteln zu
empfehlen.
|
| |
|
 Nach dem Senken erfolgt das Bohren des Kernlochdurchmessers.
Nach dem Senken erfolgt das Bohren des Kernlochdurchmessers.
Hinweise zur Bestimmung des Kernlochbohrers liefert
www.tuning-tipps.de/Schraubmax/Gewinde
|
| |
|
 3. Schritt: Innengewinde schneiden auf
Ständerbohrmaschine
3. Schritt: Innengewinde schneiden auf
Ständerbohrmaschine
Beim Einsatz der Ständerbohrmaschine wird
der Gewindebohrer am Bohrfutter befestigt, mit
Gewindeschneidmittel betreufelt und das Gewinde
bei niedriger Drehzahl geschnitten.
Sichere Alternative:
Nur die ersten Gänge gerade anschneiden und
den Rest erledigt man von Hand mit dem Wendeeisen.
Hier hat man mehr Gefühl hinsichtlich Widerstand
des Werkstücks und Gefahr des Gewindebohrerabriß.
Dabei immer den Gewindebohrer ein Stück reindrehen
und dann zurückdrehen um den Span zu brechen.
|
| |
|
 3. Schritt: Innengewinde schneiden mit
Handgewindebohrer
3. Schritt: Innengewinde schneiden mit
Handgewindebohrer
Die Handgewindebohrer sind 2- oder meist 3-teilig.
Gekennzeichnet durch einen Ring (Vorschneider),
2 Ringe und der Fertigschneider enthält keinen
Ring. Hier hat der maßlich etwas kleinere
Vorschneider den Vorteil, daß er beim ersten
Anschnitt bereits recht tief im Kernloch sitzt
und die senkrechte Ausrichtung auch von Hand glückt.
In zwei bzw. drei Arbeitsgängen wird das
Gewinde durch die zunehmend größer
werdenden Bohrer fertig gestellt.
|
| |
|
 Außengewinde schneiden - von Hand
am Schraubstock
Außengewinde schneiden - von Hand
am Schraubstock
Beim Außengewinde wird mit einem Schneideisen
das neue Gewinde auf eine Welle geschnitten. Damit
das Schneideisen am Ansatz greift, muß dieser
etwa unter 30° einige mm angefast werden.
Die Welle wird dann senkrecht am Schraubstock
eingespannt und Schneideisenhalter samt Schneideisen
waagrecht aufgesetzt. Vorher natürlich Gewindeschneidmittel
am Wellenansatz und am Schneideisen aufbringen!
Dann gleichmäßig das Gewinde schneiden
und immer wieder zurück drehen um den Spann
zu brechen.
Problematik: bei dieser Variante sind nur kurze
Gewindegänge möglich, da das Schneideisen
meist auf der Welle seitlich verläuft und
so mit zunehmender Gewindelänge kein sauber
umlaufendes Gewinde entsteht.
|
| |
|
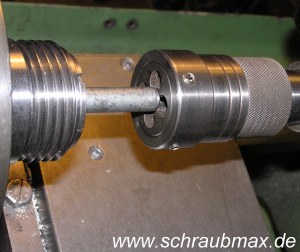 Außengewinde
schneiden - Schneideisen und Drehbank Außengewinde
schneiden - Schneideisen und Drehbank
Steht eine Drehbank mit Reitstock zur Verfügung,
so kann man die Welle am Backenfutter und das
Schneideisen über einen speziellen Halter
am Reitstock fixieren. In diesem Fall ist die
axiale Lage des Schneideisens einigermaßen
sichergestellt und man erhält auch über
eine längere Gewindelänge eine aktzeptable
Gewindequalität.
Alle Angaben ohne Gewähr!
|
 Wartung und Reparatur
Wartung und Reparatur